销售电话:(86)024-88711099
搜索
维修申报
机床维护
设备附件
下载中心
关于沈阳中捷机床
联系SYZJJC
生产环境
发展战略
行业资讯
企业资讯
杂志
行业动态
近期活动

关于沈阳中捷机床
联系SYZJJC
生产环境
发展战略

维修申报
【维修申报上面文字】业自创立以来,我们依托国内高等院校的雄厚科研力量,一直关注幕墙密封系统和中空玻璃密封系统的新型技术研发,积累了丰富的实践经验。
机床维护
【机床维护】一直关注幕墙密封系统和中空玻璃密封系统的新型技术研发,积累了丰富的实践经验。我们拥有国内先进的生产设备和尖端的生产技术钻
镗
车
铣

设备附件
我们拥有国内先进的生产设备和尖端的生产技术
下载中心
一直关注幕墙密封系统和中空玻璃密封系统的新型技术研发,积累了丰富的实践经验钻
镗
车
铣
行业资讯
杂志
行业动态
企业资讯
近期活动
摇臂钻床
万向摇臂钻床
滑座式摇臂钻床
万向滑座式摇臂钻床
数控钻床
卧式铣镗床
落地式铣镗床
经济型数控铣镗床
数控铣镗床
普通卧式车床
数控卧式车床
数控立式车床
立式加工中心
卧式铣镗加工中心
龙门式数控镗铣床
i5智能车床
i5智能高速钻攻中心
i5智能立式加工中心
i5智能多轴立式加工中心
ZJ/SMTCL/Z30系列摇臂钻床
ZJ/SYMG/Z30系列摇臂钻床
HIKE/摇臂钻床
ZJ/SMTCL/Z31系列万向摇臂钻床
Z37万向摇臂钻床
Z33系列滑座式摇臂钻床
Z35系列万向滑座式摇臂钻床
SMTCL/龙门式数控钻削中心
HIKE/龙门式数控钻床
TPX61系列数显卧式铣镗床
TPX62系列数显落地式铣镗床
TZK卧式铣镗床
数控卧式铣镗床
数控落地式铣镗床
CA系列普通卧式车床
CW系列卧式车床
CAK系列数控卧式车床
HTC数控卧式车床(斜床身)
HTM卧式车铣加工中心
V系列立式车床
SMTCL/立式加工中心
SYMG/立式加工中心
HIKE/立式加工中心
HMC系列
龙门式数控镗铣床
龙门移动式数控镗铣床(动龙门)
T1系列
T3系列
T5系列
T6系列立车
M1系列
M3系列
M4系列
M8系列
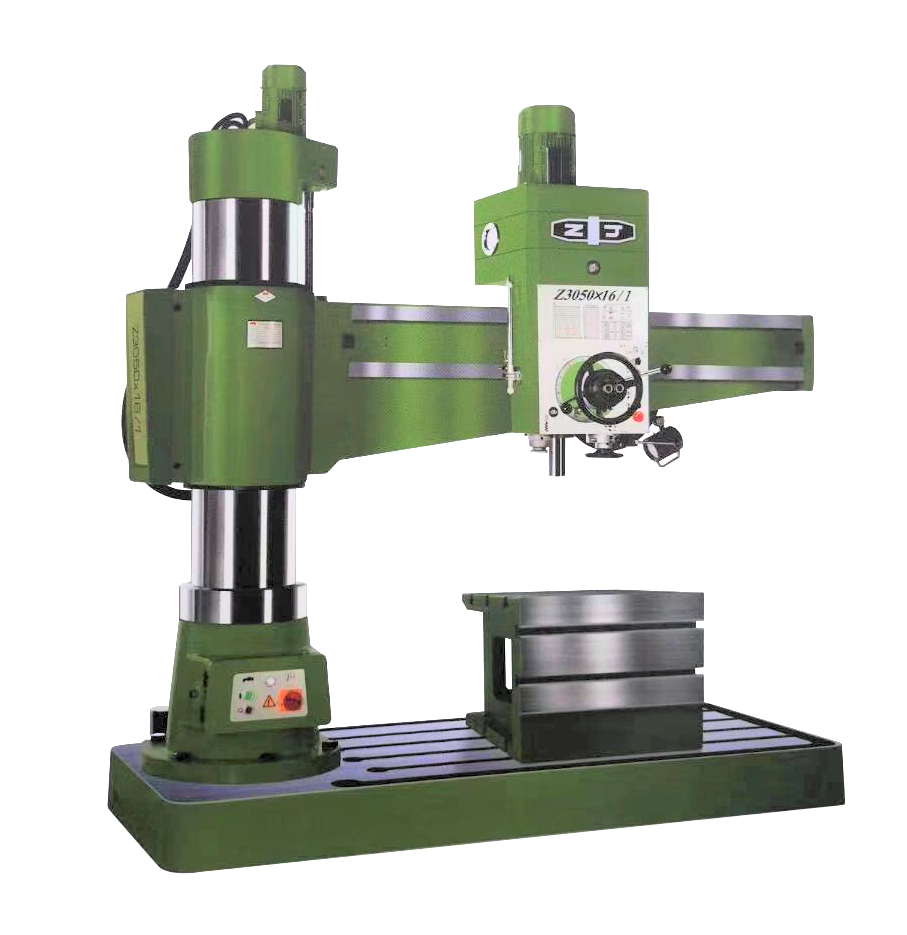
Z3050×16/1
HIKE/Z30系列
HIKE/D系列
SMTCL/GDC/A系列
HIKE/ED系列
HIKE/GD系列
HIKE/RD系列
PBC系列
PBC-R系列
T-Force
E-Force
P-Force
CA-A系列
CA-B/A系列
CAK36/40系列
CAK50系列
CAK63/80/100系列
HTC系列
HTM系列
V系列
VMC-Q系列
VMC-B系列
VMC-P系列
VDM系列
HIKE/V系列
GMC-L系列
GMC-RL
GMC-RS
GMC-GRL
GMC-GRS
钻削技术
提供各种钻、镗床特殊附件,销售一流产品,保证一流质量,提供一流服务
摇臂钻床
ZJ/SMTCL/Z30系列摇臂钻床
传承经典
Z3050×16/1

ZJ/SYMG/Z30系列摇臂钻床
HIKE/摇臂钻床
HIKE/Z30系列
HIKE/D系列
万向摇臂钻床
ZJ/SMTCL/Z31系列万向摇臂钻床

Z37万向摇臂钻床
滑座式摇臂钻床
Z33系列滑座式摇臂钻床
万向滑座式摇臂钻床
Z35系列万向滑座式摇臂钻床
数控钻床
SMTCL/龙门式数控钻削中心
SMTCL/GDC/A系列
HIKE/龙门式数控钻床
HIKE/ED系列
HIKE/GD系列
HIKE/RD系列
镗削技术
落地镗铣床是卧式镗铣床的变型产品,是为大型零件加工提供的理想设备,诚信、卓越、共赢! 卧式铣镗床
TPX61系列数显卧式铣镗床
落地式铣镗床
TPX62系列数显落地式铣镗床
经济型数控铣镗床
TZK卧式铣镗床
数控铣镗床
数控卧式铣镗床
PBC系列
PBC-R系列
数控落地式铣镗床
T-Force
E-Force
P-Force
车削技术
现代化的数控车削中心必须提供高生产力、灵活且易于操作。
普通卧式车床
【分类上面简介】液冷的主驱动和主轴轴承,更高精度和更高温度稳定性
CA系列普通卧式车床
CA系列普通卧式车床分类导航测试
CA-A系列
配电主轴的数控车削中心文字介绍。 CA-B/A系列
CW系列卧式车床
数控卧式车床
CAK系列数控卧式车床
CAK36/40系列
CAK50系列
CAK63/80/100系列
HTC数控卧式车床(斜床身)
HTC系列
HTM卧式车铣加工中心
HTM系列
数控立式车床
V系列立式车床
V系列
铣削技术
根据工件要求量身定制的解决方案。 立式加工中心
SMTCL/立式加工中心

VMC-Q系列
全新一代立式加工中心VMC850Q采用十字滑台结构,配合"人*字型立柱,三坐标轴均采用滚柱直线导机与预拉伸丝杠,结构紧凑,简洁、占地面积小,性能稳定可靠,该机床主霎用于板类,盘类、壳体类等零件的加工,可在零件一次装夹后连续完成铣、钻,扩、饺、筐,攻丝等多道工序,通过加工效率的提升,使用户获得良好的经济效益。 VMC-B系列
VMC-P系列
SYMG/立式加工中心
VDM系列
HIKE/立式加工中心
HIKE/V系列
卧式铣镗加工中心
HMC系列
龙门式数控镗铣床
龙门式数控镗铣床
GMC-L系列
GMC-RL
GMC-RS
龙门移动式数控镗铣床(动龙门)
GMC-GRL
GMC-GRS
i5产品
可调的计划安排、优惠价格的精选磨损件和直接由制造商提供检测。 i5智能车床
T1系列
T3系列
T5系列
T6系列立车
i5智能高速钻攻中心
M1系列
M3系列
i5智能立式加工中心
M4系列
i5智能多轴立式加工中心
M8系列
备品备件
【备品备件上面的文字】企业自创立以来,我们依托国内高等院校的雄厚科研力量,一直关注幕墙密封系统和中空玻璃密封系统的新型技术研发,积累了丰富的实践经验。我们拥有国内先进的生产设备和尖端的生产技术、精湛的制造工艺以及科学严谨的管理,专业生产中空玻璃用丁基密封胶条和中空玻璃用丁基密封胶等系列产品。